What’s the sequence of milestones from Mechanical Completion to Performance Qualification?
“The whole is greater than the sum of its parts.” This profound observation by the great Greek philosopher Aristotle holds true for biopharma or any project.
A successful project is indeed so much more than the achievement of individual milestones like mechanical completion, commissioning or qualification. And yet, we often get caught up in the individual components of a project—and lose sight of the whole.
In many projects, the construction team focuses on constructing the facility, and they don’t care what happens before (i.e., design) or after that (i.e., commissioning). Similarly, the commissioning team, if there is one, focuses on its part—commissioning—and they too, don’t think much about what happens after that. And not to mention, the qualification team squarely focuses on the qualification—and not be concerned about what happens prior to qualification. Each team focuses on its own piece while ignoring the whole.
Few people, however, can see how each step matters regardless of whose responsibility it is and how everything is interconnected. These people are unifiers and multipliers; they help others rise above the silos and make a significant impact on the project.
This post shares a typical sequence of milestones from Mechanical Completion to Performance Qualification. Hopefully, it helps you see the big picture and plan and execute your project more efficiently.
The path: From MC to PQ
The diagram below shows the sequence of key milestones from Mechanical Completion to Performance Qualification.
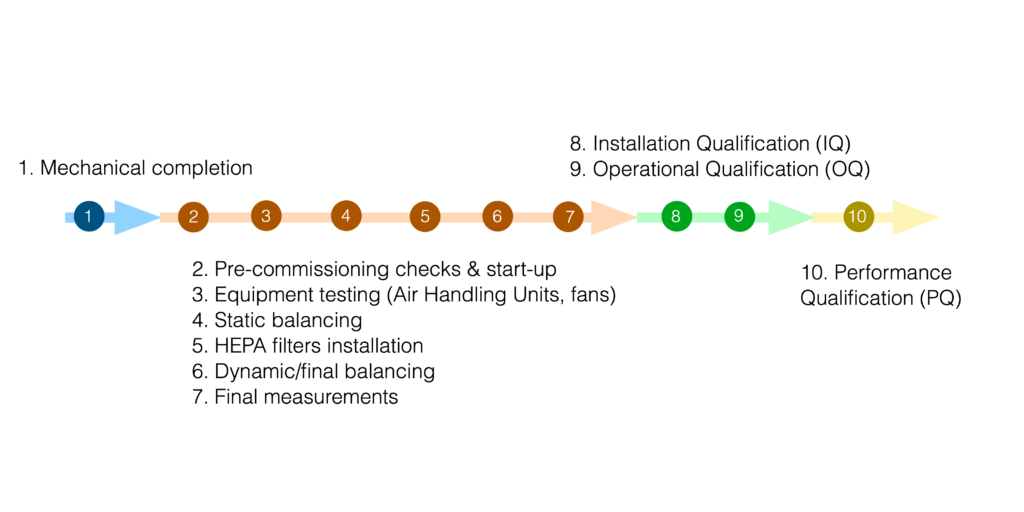
Without going into too many details, here is a brief overview of each step:
- Mechanical completion (MC): This is a key milestone for the construction team, which implies physical installation is complete (equipment, ducting, piping, instruments, controls, power, etc.).
- Pre-commissioning and start-up: This is the time to check if it is safe to start the equipment [Air Handling Unit (AHU), fans, CAV, VAV, etc.]. Is grounding done? Are pulleys aligned? Are the dampers fully open? If all checks are fine, time to start the equipment.
- Equipment testing: Post start-up comes the testing of the main equipment (AHU, fans). If these things do not perform, better to know it as early as possible so it can be fixed.
- Static balancing: Static balancing means balancing the air system (supply, return, fresh and exhaust air) per the design requirements. But at this stage, you’re ignoring the room pressures. Post static balancing, terminal HEPA filters are installed.
- Dynamic/final balancing: Once all related AHU systems are operating and static balanced, it’s time to move to dynamic or final balancing. This is where the target is to achieve both room air changes and pressures per the design requirements.
- Final measurements: What do we mean by final measurements? After the AHU systems are stable and air changes and pressures are okay, one final set of readings is required on the AHU, fan, room air changes, pressures, temperature and RH, etc. This data goes into the commissioning protocol and serves as the final readings before starting with qualification.
- Qualification (IQ & OQ): Qualification involves several tests–installation checks, documentation checks, room air changes, pressures, temperature, relative humidity, particle counts, etc.
- Performance Qualification (PQ): This is when the client takes over the facility and performs tests (viable and non-viable particle counts, temperature, relative humidity, room differential pressures, etc.) to ensure readiness for normal operations. HVAC PQ is often known as EMPQ (Environmental Monitoring Performance Qualification).
Will everything move in a straight line? May not, but knowing this ideal sequence is important before improvising it according to the needs of a specific project.
Ultimately, for a project to be successful, the PQ must pass without any glitches or surprises. But that depends a lot on each step before that. Yes, everything is interconnected–and each milestone matters.
- Point to ponder: Is there any benefit if IQ (installation checks on the field) are done near MC instead of waiting for the commissioning to be over?
Hi Atul,
Below is just for your information.
Recently, A new C&Q approach called “verification approach” has been used and adopted in some companys like Lilly, J&J and Novonodisic. The new approach is developed following the guidence specified in ASTM E2500. You can take it as consideration if applicable. Thanks
Yan Long
Hi Yan Long, thanks for reading and sharing about the “verification approach.”